新聞資訊
推薦產品



聯係華(huá)正
深圳市華正精密技術有限公司
聯係人:羅世富
電話:0755-27299111
傳真:0755-27294782
手機:13421341931
QQ:893800523
郵箱:huazheng1008@163.com
www.rongyudai.cn
地址:深(shēn)圳市(shì)寶安區沙井鎮萬豐大鍾崗工(gōng)業區第4棟1樓(萬豐98工業城大門(mén)對麵)
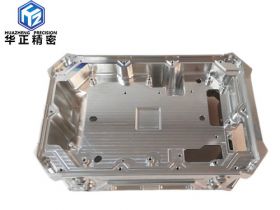
防止(zhǐ)鋁合金產品(pǐn)基準麵(miàn)變形的方法
來源:華正(zhèng)手板作者:admin發布時間:2022-01-07 20:55:49
防止(zhǐ)鋁(lǚ)合金產品基準麵變形的方(fāng)法
在CNC機加工(gōng)中,經常會(huì)遇到精加工前基準麵已經變形,無法作為精加工基(jī)準的情況,又(yòu)因為鋁合金工件的(de)變形為行彈性變形,所以無論是壓還是夾,鬆開之後均存在回彈現象,造成精(jīng)加工後尺寸變差、超差。
鋁(lǚ)合金產品基準麵防止變形的方(fāng)法總結如下。
- 若工件隻能用銑的方法,則一定要在工件主體強度足夠高的前提下加工基準麵,這樣樣精銑的(de)基準麵才會平。
- 若工件隻能用銑的(de)方法,且工件較單薄,則(zé)同樣需要在先保證一個基準麵(miàn)較平的情況下,多重複幾次,即多翻幾次麵,才可(kě)以有效地消除變形量。不過此(cǐ)方法最終(zhōng)獲得的麵依然會有一定的變形。
- 在工件自(zì)身(shēn)結構允(yǔn)許的情況下,車也是很好的方法,而且車的麵比銑的平。因為在車削過程中幾乎不產生熱量,所以在粗加工後可以不進行半精加工,而是一次(cì)性地把基準麵車削到位。筆者曾經(jīng)加工一個四方(fāng)形產品的基準麵,在(zài)銑削時總是出現(xiàn)變形,即使刀具的進(jìn)給速度很慢,但是由於刀具與(yǔ)工件時麵(miàn)接觸,所以不(bú)可避(bì)免地會產生熱(rè)量及應力。最後改用單動卡盤夾持(chí)四方形工件,車出了合格的基準麵。車削終究是刀尖接觸,不會出現大麵積的熱量及應力集(jí)中。